
सेमी-ऑटो हीट ट्रान्सफर स्क्रीन प्रिंटिंग लाइन
स्क्रीन प्रिंटिंग मशीन
परिशिष्ट
1. 1 अर्ज श्रेणी:
ZSA-1B मशीन कागद, पीसीबी, प्लास्टिक, धातू, काच आणि तयार केलेल्या उत्पादनाच्या छपाईसाठी योग्य आहे.
१.२.वैशिष्ट्ये:
1.2.1 स्टेनलेस स्टील वर्कटेबल, समोर-मागे आणि उजवे-डावे इंचिंग समायोजित करा आणि मुद्रण जलद आणि सोपी प्रक्रिया करा.
1.2.2 तीन नियंत्रण पद्धती निवडल्या जाऊ शकतात: मॅन्युअल, सिंगल, ऑटोमॅटिक
1.2.3 शाईच्या विविधतेशी जुळण्यासाठी आणि भिन्न प्रिंटिंग इफेक्ट मिळवण्यासाठी, स्क्रॅपर आणि इंक रिक्लेमिंग स्लाइस उजवीकडे किंवा डावीकडे थांबण्यासाठी नियंत्रित केले जाऊ शकतात.
1.2.4 प्रसिद्ध उत्पादक, आयातित मोटर आणि पीएलसी यांनी बनवलेल्या उत्कृष्ट विद्युत घटकांचा अवलंब करणे.उच्च सुस्पष्टता ग्राइंडेड रेखीय मार्गदर्शक मशीनच्या सुरळीत चालण्याची आणि ड्युरा बिलिटीची हमी देते.
2. तपशील
| १ | मॉडेल | XH-6090 |
| 2 | कमाल छपाई क्षेत्र | 600x900 मिमी |
| 3 | वर्कटेबल परिमाण | 700x1000 मिमी |
| 4 | कमाल स्क्रीन फ्रेम | 1380x1100 मिमी |
| ५ | जाडी | 0-20 मिमी |
| 6 | कमाल.मुद्रण गती | 13/मिनिट |
| 7 | हवेचा दाब | 3HP, 5.5-7.7kg/cm2 |
| 8 | वीज पुरवठा | 380V, 2KW |
| 8 | एकूण आकार | 1600mm*1060mm*1680mm |
| 9 | वजन | 580 किलो (सुमारे) |
| 10 | केस रंग | पांढरा/निळा |
आम्ही वापरकर्त्यांसाठी इतर आकार सानुकूलित करू शकतो.सानुकूलित आकार आणि वजन pls त्याऐवजी वास्तविक उत्पादनाचे पालन करतात.


3. ऑपरेशन पॅनेलचे वर्णन
- पॉवर इंडिकेटर
- स्क्वीजी प्रिंट करण्यासाठी बॅरोमीटर
- प्रिंटिंग स्पीड रेग्युलेटिंग नॉब
- ऑइल रिटर्न स्पीड रेग्युलेटिंग नॉब
- मुद्रण संख्या
- दुसरी छपाई
- ऑपरेशन मोड
- स्वयंचलित वेळ प्रदर्शन
- स्वयंचलित वेळ
- चढत्या उतरत्या
- तेल परतावा
- स्क्रॅपिंग रूपांतरण
- एअर सक्शन मोड
- जलद तेल परतावा
- छपाई
- चालू/बंद भट्टी
- स्क्रॅपर दाब
- सुरक्षा झडप
- प्रिंटिंग हेड
4. स्थापना आणि चाचणी
4.1 मशीन स्वच्छ वातावरणात स्थापित केले पाहिजे आणि तापमान 18-28 अंश ठेवावे.
4.2 फास्टनर व्यवस्थित तंदुरुस्त आहेत हे तपासा, आणि लाकडी पेटी उघडल्यानंतर फिरत्या भागामध्ये स्नेहन तेल आहे.मशिनसाठी व्यवस्थित बसवण्याची जागा निवडा, 4 रबर पायात बसवा, ते समायोजित करा आणि कार्यरत टेबल आडवे ठेवा.ग्राउंड वायर मशीनला जोडलेले असावे.
4.3 दुहेरी रंगाची वायर ग्राउंड वायर आहे, इतर फायर वायर आहेत.तारा व्यवस्थित जोडल्या गेल्यानंतर.'मॅन्युअल' करण्यासाठी 'ऑपरेशन मोड' दाबा.
'निरंतर सक्शन' करण्यासाठी 'एअर सक्शन मोड' दाबा.
पॉवर चालू करा (चित्र 1.4 पहा).'सेफ्टी व्हॉल्व्ह' चालू करा.
त्यामुळे पंखा कार्यरत होईल.कामकाजाच्या टेबलावर कागदाचा लेजर ठेवा, जर कागद वर्किंग टेबलने चोखला असेल.याचा अर्थ तारांचे कनेक्शन योग्य आहे.जर कागद वाऱ्याने उडाला असेल, तर याचा अर्थ पॉवर फायर वायर टप्प्यात विरुद्ध आहे, कोणत्याही दोन फायर वायर उलट करा.
4.4 मशीनसाठी हवेचा दाब 5.5~7KG/cm आहे2.हवेचा दाब संख्येपेक्षा कमी असल्यास, समायोजक बाहेर काढा, घड्याळाच्या दिशेने वळवा, हवेचा दाब वाढवा.घड्याळाच्या उलट दिशेने वळल्याने हवेचा दाब कमी होईल.
4.5 'मॅन्युअल' नियंत्रणासाठी 'ऑपरेशन मोड' दाबा.मशीन वर आणि खाली, डावीकडे आणि उजवीकडे हालचाल तपासा.
'स्क्रॅपिंग कन्व्हर्जन' बटण दाबा, स्क्रॅपरची चाचणी करा आणि तेल रिटर्न स्क्रॅपर.
खबरदारी: वरील सर्व चांगले कार्य करेपर्यंत दुसरे ऑपरेशन करू शकत नाही.अन्यथा, मशीन खराब होईल.
4.6 वरील समाप्त, स्वयंचलित आणि एकल मुद्रण चाचणीचा पाठपुरावा.
4.6.1 'सिंगल' करण्यासाठी 'ऑपरेशन मोड' दाबा, पाय पेडल स्टेप करा, नंतर एक वेळ प्रिंटिंग पूर्ण करा.
4.6.2 'रॅपिड ऑइल रिटर्न बटण', स्क्रीन डिस्प्ले दाबा

चळवळ आहे:
खाली—स्क्रॅपर डाव्या हालचाली —-वर, स्क्रॅपर उजवीकडे हालचाल
मुद्रण कार्यक्षमता वाढवू शकते.
4.6.3 'दुसरी प्रिंटिंग' चालू दाबा, हालचाल आहे:
खाली—स्क्रॅपर डाव्या हालचाली — उजवीकडे —- डावीकडे — उजवीकडे — वर
जाड शाई छपाईसाठी योग्य.
4.6.4 स्वयंचलित करण्यासाठी 'ऑपरेशन मोड' दाबा, टाइमर कंट्रोल KT(0~10S) समायोजित करा.मशीनने सर्व हालचाली स्वयंचलितपणे पूर्ण केल्या.(कुशल कामगारांसाठी योग्य, त्याऐवजी फूट पेडल)
4.6.5 आणीबाणी बटण
मशीन चालू असताना आपत्कालीन बटण वर येऊ शकते.इमर्जन्सी बटण वापरल्यानंतर मशीन चालू होण्यासाठी फूट पेडल स्टेप करणे आवश्यक आहे.
5. ऑपरेशनचे वर्णन करा
5.1.नेट फ्रेम स्थापित आणि समायोजित करा
'ऑफर एअर' कडे वळा (चित्र 1.35 प्रमाणे), स्क्रॅपर अप करा, नेट फ्रेम आर्म स्क्रू सैल करा (चित्र 1.9 प्रमाणे).दोन्ही बाजूंच्या नेट फ्रेम आर्मला योग्य लांबीमध्ये समायोजित करा (चित्र २.२५ प्रमाणे), क्लॅम्पवर नेट फ्रेम स्थापित करा आणि नंतर स्क्रू घट्ट करा.(चित्र 1.29 प्रमाणे).पूर्ण स्थापित, स्क्रू घट्ट.(चित्र १.९ प्रमाणे)
५.२.मुद्रण आकार समायोजित करा.
तुमच्या विनंतीनुसार प्रिंटिंग रुंदी समायोजित करण्यासाठी प्रिंटिंग स्क्रॅपर रबर बदला.(चित्र 1.33 प्रमाणे).
छपाईची लांबी समायोजित करा: 2 स्क्रू सैल करा (चित्र 1.11 प्रमाणे), डावीकडे आणि उजवीकडे योग्य ठिकाणी समायोजित करा.स्क्रू घट्ट करा.
प्रिंटिंग आणि ऑइल रिटर्न स्पीड समायोजित करा (चित्र3 प्रमाणे) 'मुद्रण गती', तुमच्या योग्य गतीनुसार.
5.3.स्क्रॅपर समायोजित करण्यासाठी आणि तेल चाकू परत करण्यासाठी खालील क्रमाचे अनुसरण करा.
aरोटेशन: रोटेशन समायोजित करण्यासाठी 4 स्क्रू (चित्र 1.24 प्रमाणे) सोडा.
bसमांतरता: स्क्रॅपर ठेवण्यासाठी 4 स्क्रू (चित्र 1.12 प्रमाणे) समायोजित करा आणि नेट फ्रेम पृष्ठभागाच्या समांतर तेल चाकू परत करा.
cवेग: स्क्रॅपर आणि ऑइल रिटर्न नाइफचा लिफ्टचा वेग नियंत्रित करण्यासाठी उजवीकडे 4 स्क्रू (चित्र 1.12 प्रमाणे) समायोजित करा.स्क्रॅपरचा वेग नियंत्रित करण्यासाठी 'मुद्रण गती' समायोजित करा.
dस्क्रॅपरसाठी दाब: स्क्रॅपरचा दाब नियंत्रित करण्यासाठी दाब वाल्व (चित्र 1.39 प्रमाणे) समायोजित करा (चित्र 1.38 प्रमाणे).बॅरोमीटरवरून संख्या वाचा.
eस्क्रॅपर आणि ऑइल रिटर्न नाइफ अनलोड करण्यासाठी नॉब 'प्रिंटिंग हेड' बाहेर काढा (चित्र 3.19 प्रमाणे).स्क्रॅपर आणि ऑइल रिटर्न नाइफ स्थापित करून 'प्रिटिंग हेड' दाबा.
५.४.नेट फ्रेम आणि वर्कटेबलमधील उंची समायोजित करा.(वर्कपीसच्या जाडीनुसार) मशीनच्या मागील बाजूस, दरवाजा उघडा.
स्क्रू सैल करा.(खालील फोटो पहा) रॉडला घड्याळाच्या विरोधी दिशेने वरच्या दिशेने वळवा, रॉडला घड्याळाच्या काट्याच्या दिशेने खाली वळवा.
स्क्रू घट्ट करा.

| नाही. | नाव | नाही. | नाव |
| १ | पेडल स्विचसाठी अडॅप्टर | 22 | स्क्रॅपरसाठी एअर ड्रम |
| 2 | सार्वत्रिक चाक | 23 | शाई चाकू लॉक स्क्रू |
| 3 | पॉवर इनपुट | 24 | शाई चाकू रोटेटिव्ह समायोजक |
| 4 | उर्जा कळ | 25 | आर्म ऑफ नेट फ्रेम |
| ५ | वर्कटेबलसाठी सूक्ष्म समायोजक | 26 | लिफ्ट नेट फ्रेमसाठी खांब |
| 6 | वर्कटेबल लॉक स्क्रू | 27 | लिफ्ट नेट फ्रेमसाठी स्पीड अॅडजस्टर |
| 7 | नेट फ्रेम रोटेटिव्ह अॅडजस्टर | 28 | लिफ्ट नेट फ्रेम एअर ड्रम |
| 8 | निव्वळ फ्रेम उंची समायोजित स्क्रू | 29 | नेट फ्रेम घट्ट करण्यासाठी स्क्रू |
| 9 | नेट फ्रेम डाव्या आणि उजव्या समायोजित स्क्रू | 30 | डावा आणि उजवा नेट फ्रेम |
| 10 | मोटार | 31 | कामाचे टेबल |
| 11 | हालचाल लॉकर | 32 | इंक चाकू साठी हुक |
| 12 | स्क्रॅपर स्पीड समायोजक | 33 | स्क्रॅपर |
| 13 | 34 | शाई चाकू | |
| 14 | स्क्रॅपरसाठी एअर ड्रम | 35 | स्क्रॅपरसाठी एअर ड्रम |
| 15 | 36 | आपत्कालीन थांबा | |
| 16 | साखळी ड्रॅग करा | 37 | पॅनल |
| 17 | 38 | स्क्रॅपर बॅरोमीटर | |
| 18 | बाह्य सावली | 39 | स्क्रॅपर प्रेशर ऍडजस्टर |
| 19 | 40 | इलेक्ट्रिकल बॉक्स दरवाजा | |
| 20 | इंक रिटर्न नाइफ प्रेशर ऍडजस्टर | 41 | पाऊल पेडल |
| 21 | स्क्रॅपर प्रेशर ऍडजस्टर |

6. देखभाल:
६.१.शाई आणि सेंद्रिय सॉल्व्हेंट वर्कटेबलवरील सक्शनच्या छिद्राला अवरोधित करणे टाळा.
६.२.प्रत्येक कामाच्या शिफ्टवर खांबावर थोडे इंजिन तेल 10# टाका.
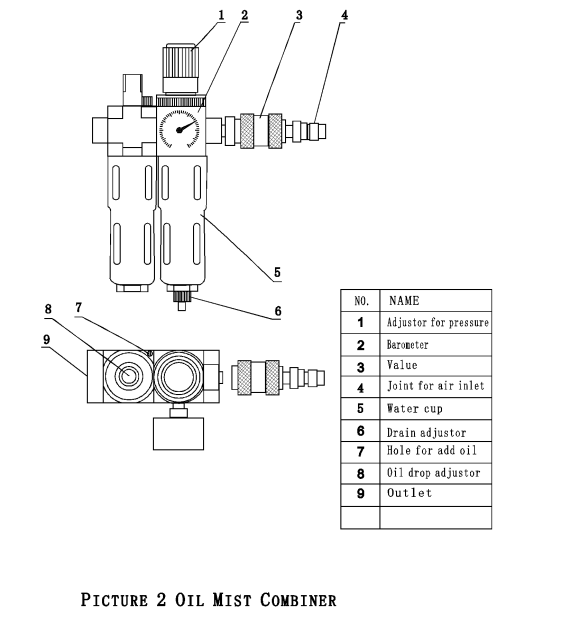
६.३.मशीनमध्ये ऑइल मिस्ट कॉम्बिनर आहे (चित्र 2 पहा).
६.४.फिल्टर साफ करा (चित्र 2.7 प्रमाणे).हवा द्या, ड्रेन नॉब फिरवा (चित्र 2.8 प्रमाणे).
वॉटर कपमध्ये स्पंज धुवा (चित्र 2.7) वारंवारता.फिल्टर काढा, स्पंज काढा, स्वच्छ पाण्यात काही मिनिटे सोडा आणि कोरडा करा.
7. संलग्नक
1. ऑपरेशन मॅन्युअल
2. स्क्रू ड्रायव्हर 2 पीसी, एक 10' स्पॅनर, एक हेक्स स्पॅनर, एक रॉब
3. 4 रबर फूट
4. स्क्रॅपर आणि इंक रिटर्न चाकू 350, 400

******************************************************** ******************************************************** ******************************************************** ******************
पावडर कोटिंग मशीन

संक्षिप्त वर्णन
पारंपारिक हँडवर्कला पर्याय देणारी मुद्रित उपकरणे.हे यंत्र लागू करण्यास सोयीस्कर, उच्च प्रभावी, लवचिक आणि प्रदूषणमुक्त आहे, जे उत्पादकता आणि कच्च्या मालाचा वापर वाढवते तसेच सुंदर चित्रे तयार करते.
या मशीनमध्ये, पावडर शोषक, ट्रान्सड्यूसर यासारख्या महत्त्वाच्या स्थानासाठीचे भाग टिकाऊ आणि स्थिर फायद्यांसह आयात केले जातात.विशेषत: ज्यांना कागद, फिल्म, ग्लिटर आणि हॉट मेल्टिंग पावडरची जास्त गरज असते त्यांच्यासाठी हे मशीन चांगले काम करते.या मशीनमधील सर्व ड्राइव्ह्स अनंत गती भिन्नता आहेत.आवश्यक असल्यास, ते कोरडे उपकरणे आणि यूव्ही फोटो-क्युअर उपकरणांशी देखील जोडू शकते.
मुख्य तांत्रिक मापदंड:
| मॉडेल | एकूण शक्ती | ट्रान्समिशन बेल्टची रुंदी | पावडरिंगची रुंदी | कागदाची जाडी | एकूण परिमाणे | गती (Pcs/तास) |
| ZSCT-II | 4.5KW | 1000(मिमी) | 900(मिमी) | 1-5(मिमी) | 2000*1700*2000 | 2000 |
मशीन चालवण्यापूर्वी मॅन्युअल काळजीपूर्वक वाचा.इलेक्ट्रिक पॉवरशी कनेक्ट करण्यापूर्वी कोणतेही बटण समायोजित करू नका.
ऑपरेशन मॅन्युअल
उबदार आठवण: फिल्म पास होईपर्यंत पावडर विखुरणार नाहीसेन्सर

हे यंत्र उर्ध्वगामी आणि खालच्या दिशेने वीज शोषण्यासाठी, तसेच डिलिव्हरी, डस्टिंग, पावडर फीडिंग आणि इलेक्ट्रोस्टॅटिक न्यूट्रलायझरसाठी वेगळे स्विचेससह सुसज्ज आहे.
स्टार्ट-अप प्रक्रिया
- डाव्या केसवर मुख्य पॉवर चालू करा.
- पॉवर स्विच चालू करा (चित्र II-2 पहा).
- उर्ध्वगामी पॉवर सकिंग मोटर चालू करा (चित्र II-8 पहा), आणि ट्रान्सड्यूसरची वारंवारता 38-42HZ पर्यंत न्याय्य करा.
- डाउनवर्ड पॉवर सकिंग मोटर चालू करा (चित्र II-11 पहा), आणि ट्रान्सड्यूसरची वारंवारता 55-65HZ पर्यंत समायोजित करा.
- डिलिव्हरी पॉवर चालू करा (चित्र II-4 पहा), आणि स्विच 20-65HZ वर समायोजित करा.
- पावडर फीडिंग ऍडजस्टर चालू करा (चित्र II-15 पहा), आणि स्विच 20-65HZ वर समायोजित करा.
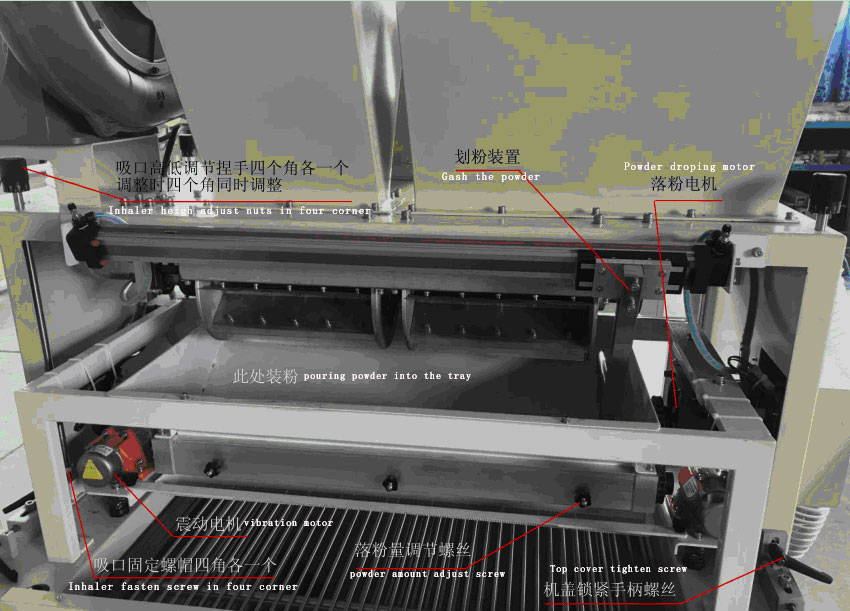
- गरम वितळणारी पावडर डस्ट ट्रेमध्ये घाला आणि नंतर डस्टिंग मोटर चालू करा (चित्र II-17 पहा).प्रथम, डस्टिंगची गती समायोजित करणे (जलद, अधिक पावडर).किंवा पावडरचे प्रमाण योग्य ठरविण्यासाठी डस्टिंग फनेलच्या खाली तीन नट समायोजित करणे (चित्र I-4 पहा) जेणेकरून पावडरची जाडी आणि संतुलनासाठी उत्पादनाची आवश्यकता पूर्ण होईल.
- डाव्या केसवरील पावडर कलेक्टर (चित्र II-21 पहा) पावडर-सायकल चालविण्याचे कार्य करते.सहसा, ते 60 ते 70 पर्यंत श्रेणी स्विच केले जाते.
- इलेक्ट्रोस्टॅटिक न्यूट्रलायझर स्विच उघडा (चित्र II-13 पहा)
मशीन समायोजित करा
१.पावडर शोषून वरच्या दिशेने आणि खालच्या दिशेने 2-3 मिमी दरम्यान जागा समायोजित करणे.
कार्य करत असताना नमुन्यावर अद्याप गियर व्हील असल्यास (सामान्यतः, रोलआउट करण्यापूर्वी ते आधीच समायोजित केले गेले आहे), आपण उत्पादनाची आवश्यकता पूर्ण करण्यासाठी वरच्या दिशेने पॉवर शोषण्यासाठी उंची ट्यून करू शकता.
1.1 कोपर्यात चार नट सोडा.स्मरणपत्र: चार नट सोडल्यानंतरच उंची समायोजित करा.(चित्र पहा)
1.2 नट सोडा (चित्र 1 पहा), वरच्या दिशेने पॉवर शोषण्यासाठी उंची बारीक करा (पहा 1, 21,22).किंवा (चित्र 1 पहा) अंतर जवळ येत असताना घड्याळाच्या दिशेने वळा.अंतर रुंद होत असताना घड्याळाच्या उलट दिशेने वळा.
1.3 पावडर शोषण्याच्या ठिकाणी चार नट बारीक करा, ते संतुलित करा.(चित्र 1 पहा) काळे स्क्रू घट्ट करा (चित्र 1 पहा)
पावडर पुनर्वापर प्रक्रिया
1.उत्पादनावर पावडरचे अवशेष असल्यास, वरच्या दिशेने पावडर शोषण्याची गती वाढवणे चांगले आहे (चित्र Ⅱ-8 पहा).तथापि, उच्च हवेचा प्रवाह देखील पेपर जाम होऊ शकतो, सहजतेने समायोजित करा.
उत्पादनावर अजूनही पावडरचे अवशेष असल्यास, पावडर चोखण्याचा वेग वरच्या दिशेने वाढवल्यानंतर, वरची आणि खालची उंची तपासा.अंतर खूप रुंद असल्यास, उंची समायोजित करण्यासाठी मागील चरणाचे अनुसरण करा.
एअर होल ब्लॉक करण्यासाठी पावडरशिवाय डस्टिंग बॅग तपासा.पावडरच्या जाडीनुसार, हवेचे छिद्र रोखू नये म्हणून धूळ पिशवी स्वच्छ करणे आवश्यक आहे.
मशीनची खालची बाजू तपासा, पावडर रिसायकलिंग असिस्ट सिस्टम चालू असल्याची खात्री करा.
शेकिंग पावडरच्या प्रमाणाचे नियमन
- पावडर शेक स्पीड कंट्रोलर समायोजित करा (चित्र II-22 पहा).
2. पावडर शेक स्पीड कंट्रोलर समायोजित करा (चित्र II-22 पहा) तरीही तुमच्या मागणीपर्यंत पोहोचत नाही.पिंजऱ्याच्या डावीकडील स्क्रू समायोजित करू शकतो (चित्र पहा).
वीज बंद करण्याची प्रक्रिया
- डस्ट ट्रेचे रेग्युलेटर बंद करा (चित्र II -17 पहा)
- थरथरण्याचे नियामक बंद करा (चित्र Ⅱ-22 पहा)
- वरच्या दिशेने वीज शोषणारा स्विच बंद करा (चित्र II-7 पहा)
- खालच्या दिशेने वीज शोषणारा स्विच बंद करा (चित्र II-10 पहा)
- वितरणाचा स्विच बंद करा (चित्र II-4 पहा)
- च्या स्विचचा स्विच (चित्र II-21 पहा)
- पावडर वितरणाच्या रेग्युलेटरचा स्विच (चित्र Ⅱ-15 पहा)
- मुख्य पॉवरचा स्विच बंद करा (चित्र II-2 पहा)
- कंट्रोल पॅनल स्वच्छ करा आणि ते डस्ट जॅकेटने झाकून टाका
मशीन उपस्थिती
1. काही कालावधीसाठी ऑपरेट केल्यानंतर, बाफल उघडा आणि ते सक्रिय भाग 20# इंजिन तेलाने भरा.साखळी सुस्त असल्यास, समायोजित करण्यासाठी लवचिक गियर वापरा.
2. ग्लिटर आणि हॉट मेल्टिंग पावडर सारख्या कच्च्या मालाची जागा घेताना, पावडर मिसळू नये म्हणून हे सर्व भाग स्वच्छ करण्यासाठी कॉम्प्रेस्ड एअर वापरा.
3. पावडरच्या जाडीनुसार, हवेचे छिद्र रोखू नये म्हणून धूळ पिशवी साफ करणे आवश्यक आहे.
ऑपरेशन रिक्त मशीन
मशीन वाढण्यासाठी स्विच चालू करा (चित्र 3 पहा).यंत्राचा वरचा अर्धा भाग वर जाईल, अन्यथा खाली या.
डिलिव्हरी स्विच स्वयंचलित (चित्र II-4 पहा), आणि इतर सर्व स्विच बंद करा, प्री-हीटिंग फिल्म पास करा.
दोष निराकरण
1. कृपया स्पीड गव्हर्नर काम करत नसताना बदला.
2. जर पावडर पूर्वीप्रमाणे पूर्णपणे शोषली नसेल तर कृपया मशीन अटेंडन्समधील सूचनांचे पालन करा.किंवा या समस्येला सामोरे जाण्यासाठी तुम्ही destaticizer देखील वाढवू शकता.
3. धूळ अडचण येत असल्यास ते स्वच्छ आणि कोरडे आहेत का ते तपासा.पावडर ओले असल्यास, कृपया त्यांना उन्हात सोलून घ्या.
4. पावडर रिसायकलिंग ट्यूब ब्लॉक असल्यास, कृपया फ्रेमच्या तळाशी तपासा रेसिड्यू असिस्टंट सिस्टम चालू करा.किंवा पावडर खालच्या दिशेने शोषत असल्याचे तपासा, ते चालू असल्याची खात्री करा.
5.मशिनचा वरचा अर्धा भाग वर येईल त्यावर स्विच चालू करा.




******************************************************** ******************************************************** ******************************************************** ******************
मॅनिपुलेटर






